Details
A1_INCH Cutting diameter:
APMX Depth of cut maximum:
APMX_INCH Depth of cut maximum:
ART_ID_TO type=accessories:
5043210,5050322,5050332,6421702
ART_ID_TO type=consists_of:
ART_ID_TO type=others:
7539590, ;7539592, ;7539594, ;7539595, ;7539597, ;7539598, ;7539600, ;7539603, ;7539604, ;7539607, ;7539609, ;7539611, ;7539613, ;7539615, ;7539617, ;7539619, ;7539628, ;7539629, ;7539630, ;7539631, ;7539632, ;7539633, ;7539634, ;7539635, ;7539636, ;753963
B2_INCH Depth of cut maximum:
B3_INCH Protruding length:
C11 Connection code type machine side:
C12 Connection code form at machine side:
C14 Connection code unit base machine side:
C15 Connection code style machine side:
C2 Connection size code machine side:
C3 Connection diameter machine side:
C3_INCH Connection diameter machine side:
CCMS Connection code machine side:
CICT (F) Face mounted insert count:
CNSC Coolant entry style code:
CUB Connection unit basis:
CUBPMS Connection unit base precision machine side:
CWX Cutting width maximum:
CWX_INCH Cutting width maximum:
CXSC Coolant exit style code:
CZCMS Connection size code machine side:
D6 Rotational speed maximum:
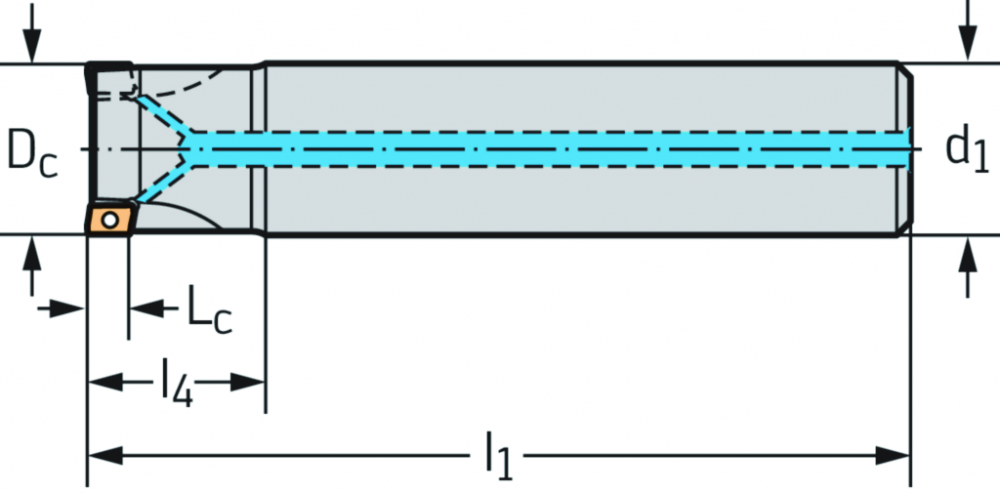
d<sub>1</sub> Connection diameter:
D<sub>c</sub> Cutting edge diameter:
DC_INCH Cutting diameter:
Designation Tool designation:
E1 Tool cutting edge angle:
E4 Ramping angle maximum:
E5_INCH Plunge depth maximum:
F21 Peripheral effective cutting edge count:
F22 Face effective cutting edge count:
F23 Number of insert mounting levels:
F24 Number of inserts per mounting level:
FMT Form type machine side:
G13 Face mounted insert count:
G22 Cutting item type count:
H21 Coolant entry style code:
H22 Coolant exit style code:
J41 Insert interface code:
J6 Connection code machine side:
KAPR Tool cutting edge angle:
KEYWORD:
Tool Item|Milling|Xtra·tec® XT|End mills (no center cut)|M5130
l<sub>1</sub> Overall length:
l<sub>4</sub> Maximum projection length:
L<sub>c</sub> Cutting edge length:
LF_INCH Functional length:
LPR_INCH Protruding length:
NSM Standard number of properties layout:
OHX_INCH Protruding length:
REFERENCE_FEATURE_GROUP_DESCRIPTION_Walter:
Shoulder milling cutters M5130 • Xtra·tec® XT • Parallel shank • κ=90° • metric
REFERENCE_FEATURE_GROUP_ID_ECLASS_10:
REFERENCE_FEATURE_GROUP_ID_ECLASS_10_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_11:
REFERENCE_FEATURE_GROUP_ID_ECLASS_4_0:
REFERENCE_FEATURE_GROUP_ID_ECLASS_4_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_5_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_0:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_1:
REFERENCE_FEATURE_GROUP_ID_ECLASS_6_2:
REFERENCE_FEATURE_GROUP_ID_ECLASS_7:
REFERENCE_FEATURE_GROUP_ID_ECLASS_8:
REFERENCE_FEATURE_GROUP_ID_ECLASS_9:
REFERENCE_FEATURE_GROUP_ID_GTC:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_19:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_20:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_5:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_6:
REFERENCE_FEATURE_GROUP_ID_UNSPSC_7:
REFERENCE_FEATURE_GROUP_ID_Walter:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_10:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_10_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_11:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_4_0:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_4_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_5_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_0:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_1:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_6_2:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_7:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_8:
REFERENCE_FEATURE_SYSTEM_NAME_ECLASS_9:
REFERENCE_FEATURE_SYSTEM_NAME_GTC:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_19:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_20:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_5:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_6:
REFERENCE_FEATURE_SYSTEM_NAME_UNSPSC_7:
REFERENCE_FEATURE_SYSTEM_NAME_Walter:
RMPX Ramping angle maximum:
RPMX Rotational speed maximum:
SSC Insert seat size code:
Type Possible indexable inserts:
UDX.BULLETTEXT_1:
2 cutting edges per indexable insert
UDX.DESCR_APPLICATION:
Areas of application: General mechanical engineering, aerospace, medical, electronics and precision mechanical industries;Oversize milling cutter for machining operations on deep shoulders;Universal application in ISO P, K, M, N and H;Face milling, shoulde
UDX.DESCR_BENEFITS:
Optimum cutting data and tool life for maximum productivity;Maximum process reliability thanks to high stability;Perfectly adapted to the machining operation due to different indexable insert sizes, corner radii and geometries;Lower tool costs and minimise
UDX.DESCR_INSERT:
Two cutting edges per insert;Positive rhombic;Stable cross-sections due to reduced clearance angle;Fully sintered circumference (ACMT.., BCMT..);Fully ground circumference (ACGT.., BCGT.. and ACHT.., BCHT..);Indexable inserts with brazed PCD inserts (one c
UDX.DESCR_TOOL:
With parallel shank;Three pitches for different applications;Stable insert cross-section and reinforced insert pocket;Xtra·tec® XT M5130 shoulder milling cutter;Approach angle is exactly 90°
UDX.PACKAGING_HEIGHT_UNIT:
UDX.PACKAGING_LENGTH_UNIT:
UDX.PACKAGING_MATERIAL_WEIGHT:
UDX.PACKAGING_MATERIAL_WEIGHT_UNIT:
UDX.PACKAGING_VOLUME_UNIT:
UDX.PACKAGING_WIDTH_UNIT:
UDX.WORKING_CONDITION_ISO_H:
UDX.WORKING_CONDITION_ISO_K:
UDX.WORKING_CONDITION_ISO_M:
UDX.WORKING_CONDITION_ISO_N:
UDX.WORKING_CONDITION_ISO_O:
UDX.WORKING_CONDITION_ISO_P:
UDX.WORKING_CONDITION_ISO_S:
XZWD_INCH xzw plane distance:
YZWD_INCH yzw plane distance:
ZEFF Face effective cutting edge count:
ZEFP Peripheral effective cutting edge count:
Manufactured By:
Walter Tool